Don’t Lose Your Fizz – Safeguarding CO2 Measurements

Operational instrument uptime and non-ambiguous measurement values are key aspects of in-line dissolved CO2 measurement systems installed in breweries and carbonated soft drinks facilities. The integrity of wetted sensor parts and instrument air supply are basic requirements for ensuring measurement data is always reliable. An undetected failure of the sensor can lead to costly damage of the instrument, false CO2 readings, and wasted product. This paper describes how an intelligent, automatic sensor protection feature increases measurement system performance.
Challenges for plant operators
Monitoring and controlling dissolved CO2 concentrations in critical process steps helps ensure consumers experience the sight and effervescence of your products the way you want them to. Consequently, in-line CO2 measurement systems are installed in these process steps to provide plant operators with continuous and immediate information on beverage CO2 content, and alarms are given if levels are out-of-specification. The reliability of CO2 sensors that use gas-permeable membranes stands and falls on two particular criteria: instrumentation for the air supply required for sensor purging, and the integrity of the CO2-permeable membrane that separates the liquid medium from the sensing element.
The air supply requires a fixed installation including pumps, valves, hoses, fittings, and sometimes a filter cartridge in order to provide the sensor permanently with air of specified flow rate and quality. If a faulty link in the air supply chain causes the purge gas flow to fall below a critical level, operators cannot distinguish between a change in dissolved CO2 concentration and the true cause of the alteration in measurements. Operators may respond by erroneously but understandably adjusting CO2 dosing. This condition can continue for some time. Only if the airflow falls sufficiently will the correct cause be recognized. This obviously compromises plant efficiency and can impact beverage quality. It is a similar story for a drop in membrane performance: If the membrane starts to lose its integrity and allows more CO2 to permeate and hence cause the sensor to report a higher reading, operators will reduce CO2 dosing. As membrane integrity progressively deteriorates and CO2 measurements continue to rise, operators will realize that changing CO2 dosing has not been the correct action and that the sensor has been at fault. If the membrane fails entirely before it can be replaced, process liquid will come into contact with the sensor’s sensing element and render it useless.
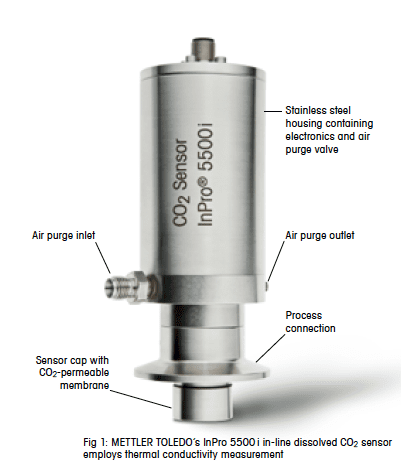
Dissolved CO2 measurement technology The CO2 sensor described here (see Fig 1) uses the principle of thermal conductivity (TC) measurement of gases. Each gas has a known TC which is the capacity of the gas to transport heat. It can be measured with a defined electrical circuit integrated in a TC measurement chip (see Fig 2).

Fig 2: The TC chip is located behind a membrane which separates the liquid phase from the gas phase
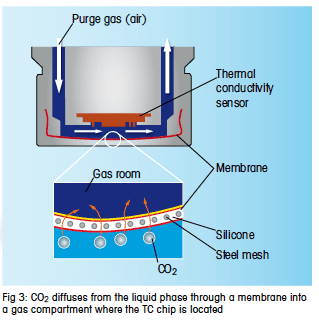
CO2 dissolved in the beverage diffuses through the sensor’s membrane and changes the composition of the gas in contact with the TC chip (see Fig 3). The resulting change in the TC signal is proportional to the dissolved CO2 concentration.
Why is an air purge needed?
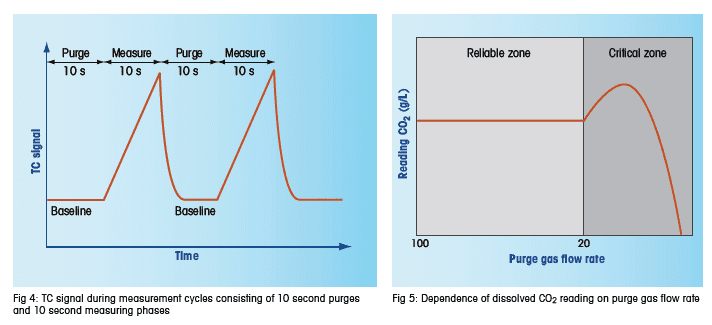
The higher the CO2 concentration gradient between the liquid and the gas phase, the faster CO2 diffuses through the membrane. Therefore, CO2 in the gas phase is blown out of the sensor periodically by an air purge in order to keep the diffusion driving force as large and as constant as possible. Consequently, a measurement cycle consists of an air purge phase followed by a measurement phase which produces a characteristic TC signal curve for a given dissolved CO2 concentration (see Fig 4).

Automatic sensor protection
Only a fully-functioning TC chip leads to non-ambiguous measurement results. In order to guarantee the defined working conditions of the TC chip, both the integrity of the air purge supply and the membrane are of paramount importance. For example, the displayed CO2 reading of the measurement system depends on the purge gas flow as shown in Fig 5. As mentioned before, if the purge gas flow falls below a critical limit, operators cannot distinguish between an actual change in dissolved CO2 levels and a failure of the air supply.
An initial loss of integrity of the gas-permeable membrane leads to a greater diffusion rate of CO2 and is, in the worst case, followed by leakage of process liquid into the gas compartment of the sensor which could damage the chip.
METTLER TOLEDO’s InPro 5500i in-line CO2 sensor includes solutions (patent pending) for both possible failures. A control algorithm for the typical signal curve as shown in Fig 4 is applied in the background of the InPro 5500i’s software to detect abnormal operating conditions. As soon as an air purge failure or an initial membrane integrity loss is detected, the measurement system issues an alarm and informs plant operators of the possible cause in order that rapid corrective action can be taken. Additionally, the control of a characteristic electrical current drop across the TC chip is used to detect increasing humidity in the gas compartment, which is an early indicator of membrane failure. In cases where the malfunction cannot be immediately rectified, the TC sensing element shuts off automatically for its protection. Consequently, costly damage and/or longer service times are avoided. The algorithms implemented for purge gas monitoring and sensor membrane integrity are elements of METTLER TOLEDO’s Intelligent Sensor Management (ISM) concept, which provides operators with efficient tools for predictive maintenance and easier sensor handling.
Conclusion In-line dissolved CO2 monitoring systems for beverage production are important in certain processes. The operational reliability of systems based on thermal conductivity measurement is dependent on the purge gas supply and performance of the gas-permeable membrane. For process engineers who want to increase operational uptime and for quality assurance managers who look for consistent product characteristics, METTLER TOLEDO offers the InPro 5500i dissolved CO2 sensor. ISM predictive diagnostics provide a unique and reliable solution to the detection of insufficient purge gas flow or a drop in CO2 membrane integrity. Early alarms help operators to take appropriate, rapid action to minimize unscheduled downtime and safeguard product quality.

Learn More
Learn more about the Mettler Toledo InPro 5500i dissolved CO2 sensor or call our technical service representatives at 1-800-912-9262.